Food and beverages industry
Our LUWILITE lightweight belts meet FDA regulations and ensure the highest standards of safety and hygiene for your operations. Designed with precision and expertise, these belts are engineered to deliver exceptional performance while maintaining compliance with stringent industry requirements.
Whether you're transporting delicate food items or managing high-throughput beverage production lines, our Luwilite lightweight belts provide the reliability and durability you can count on. From minimizing product contamination risks to optimizing operational efficiency, our solutions are crafted to empower your business success.
We have our own presses and expert technicians, 24/7 available for you to execute repairs or install new belts.
Partner with Lutze Group and experience the difference our LUWILITE lightweight belt solutions can make for your food and beverage operations.
Requirements for conveyor belts in the food industry

Hygiene
Our standard conveyor belt product solutions and its related conveyor components are easy to clean and disinfect to avoid food contamination.

Easy cleaning maintenance
Due to the strict hygiene standards, we offer different solutions to our conveyor belts (e. g. different splicing types) that are easy to dismantle to enable thorough cleaning and maintenance.

Antibacterial surfaces
To prevent the growth of microorganisms and bacteria, our conveyor belts are equipped with antibacterial and chemical resistant surfaces or special coatings. For the transport of liquids, powdery substances or sticky foods, our belt material has a high resistance to such substances and ensure that the products do not stick or become damaged.

Temperature resistance
In the food industry, conveyor belts are often used at very low or high temperatures, depending on the product specification. We offer a wide range of conveyor belts that are appropriately tempered and resistant to extreme temperature variations.

Certificates and standards
Conveyor belts for the food industry often have to comply with special standards and certificates, such as the EU regulation for food contact materials (EC Regulation 1935/2004) or the FDA guidelines for the US market. For our products, all necessary certificates are available.
Additional requirements for confectionery and sweets
Adhesion
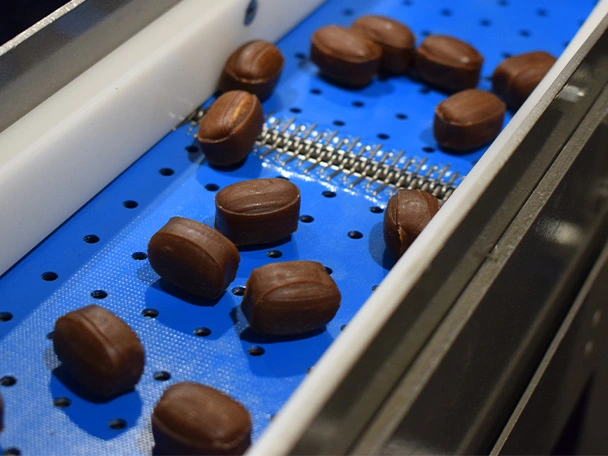
Sweets and confectionery are often delicate and can easily break or be damaged. Therefore, conveyor belts must enable gentle conveying to minimize mechanical stress. Some candies or confectionery, especially those with sugar coating or chocolate, tend to stick to the conveyor belt. Therefore, special coatings like silicone or PU with different surfaces are often used to prevent adhesion.
Antistatic
When processing sweets and confectionery, static charge can occur, which can affect the product or stick to the machines. Therefore, most of our conveyor belts are equipped with antistatic properties to avoid this problem.
Temperatures
Since confectionery and sweets are often processed at different temperatures (e.g., chocolate production at higher temperatures), the conveyor belt must be able to tolerate these temperature fluctuations without deforming or deteriorating.
Belt surface
Depending on the production process and type of product, different types of conveyor belts can be used, e.g., mesh belts for cooling or special belts for the precise positioning of candies.

Oil- and fat resistance
Longer lifetime and higher reliability maintaining functionality, good traction and efficiency, prevention of corrosion and material wear.
Good release properties
Avoiding material mixing, optimization of material flow, product safety – no damage of the product, energy saving and less material waste, improved maintainability, increased efficiency and throughput, reduced risk of blockages.
Cut-resistant
Increased durability, reduced operating costs, protection of transported goods.
EU, FDA, USDA compliance
All necessary certificates available.

")
Contact us today to learn more about how we can elevate your productivity, efficiency,
still complying to all standards you have to meet.